IGMIN: We're glad you're here. Please click 'create a new query' if you are a new visitor to our website and need further information from us.
If you are already a member of our network and need to keep track of any developments regarding a question you have already submitted, click 'take me to my Query.'
Welcome to IgMin Research – an Open Access journal uniting Biology, Medicine, and Engineering. We’re dedicated to advancing global knowledge and fostering collaboration across scientific fields.
At IgMin Research, we bridge the frontiers of Biology, Medicine, and Engineering to foster interdisciplinary innovation. Our expanded scope now embraces a wide spectrum of scientific disciplines, empowering global researchers to explore, contribute, and collaborate through open access.
Welcome to IgMin, a leading platform dedicated to enhancing knowledge dissemination and professional growth across multiple fields of science, technology, and the humanities. We believe in the power of open access, collaboration, and innovation. Our goal is to provide individuals and organizations with the tools they need to succeed in the global knowledge economy.
IgMin Publications Inc., Suite 102, West Hartford, CT - 06110, USA
This study presents an assessment of the thermal uniformity of heating plates in vulcanizing presses used for splicing conveyor belts. A malfunctioning press can result in defective splices, potentially causing interruptions in material transport and leading to significant production losses. The research involved an analysis of temperature distribution on the surface of the heating plates—two in a lab and two in industrial settings using a thermal imaging camera. The results revealed considerable non-uniformity in both the heating rate and the steady-state temperature – with temperature differences reaching up to 40 °C within a single heating plate. Such deviations may lead to uneven vulcanization and reduced quality of the resulting belt joints, highlighting the importance of regular diagnostics of the presses.
Wherever conveyor-based transport is used, the need for belt splicing arises. In certain industries, such as ports and chemical plants, the demand for conveyor systems is increasing, and so are the requirements for their reliability. Eliminating potential causes of failure, such as poorly made belt splices, is therefore crucial. A copper ore supply interruption to a processing plant due to a splice failure lasting several hours (the typical time required for repair), or exceeding a ship’s scheduled port time due to unloading issues, can result in significant financial losses (e.g., reduced copper production or contractual penalties for time overruns).
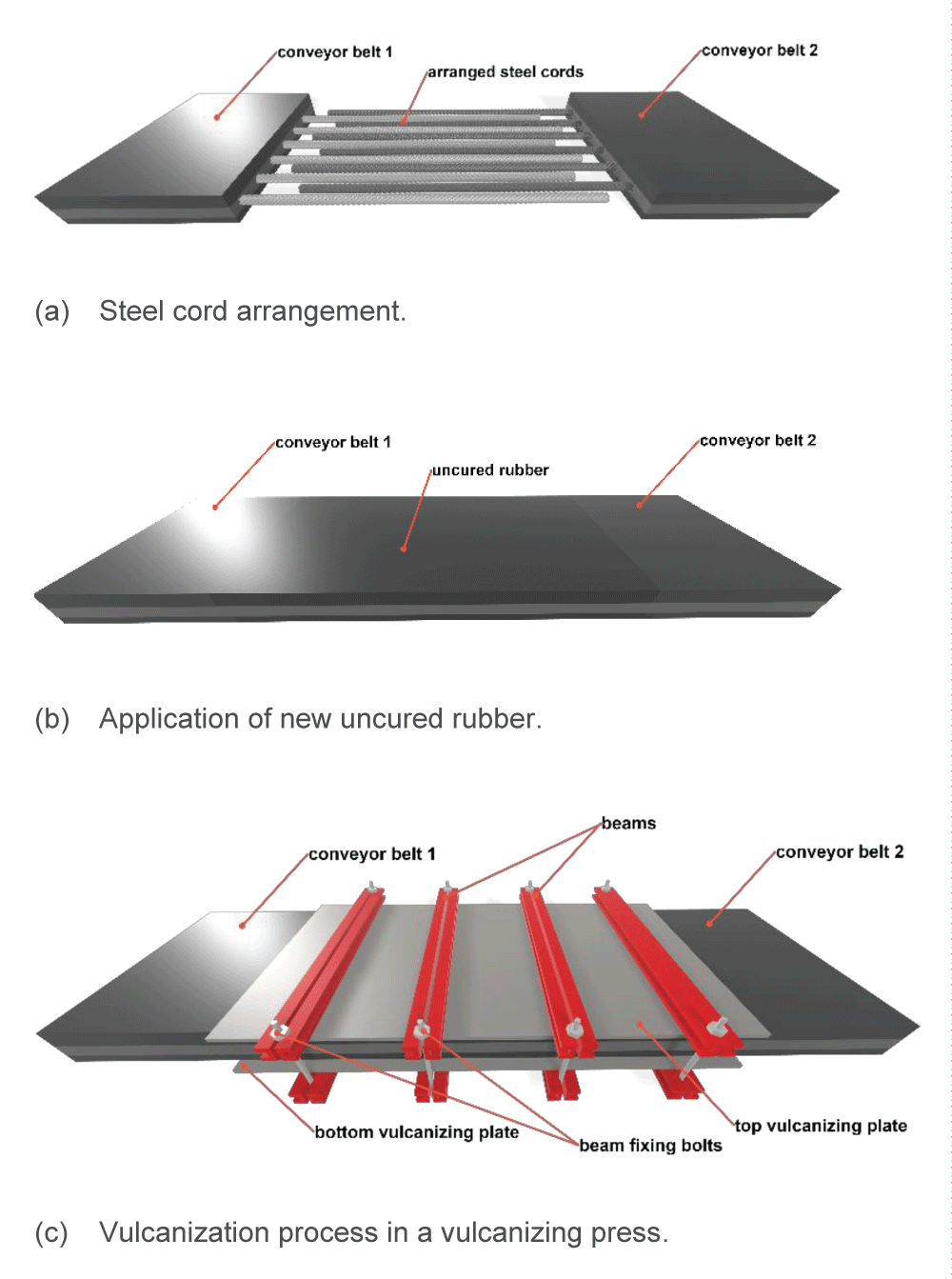
One potential cause of poor splice quality is the lack of verification of the proper functioning of the vulcanizing presses used to make the splices. During the vulcanization of conveyor belt splices, heat is delivered from the external press and transferred into the rubber (belt). The heat transfer rate depends on the efficiency of thermal exchange between the heating plates and the belt, the thermal conductivity of the cover rubber (fresh uncured rubber), and the belt core (a previously vulcanized layer from belt production). A schematic of the belt positioning in the vulcanizing press during vulcanization is shown in Figure 1.
Figure 1: Schematic of belt placement in the vulcanizing press during vulcanization.
Repeated heating of steel-cord belt cores weakens the adhesion between the core rubber and the cords [11Li X, Long X, Shen Z, Miao C. Analysis of Strength Factors of Steel Cord Conveyor Belt Splices Based on the FEM. Advances in Materials Science and Engineering 2019;2019:1–9. https://doi.org/10.1155/2019/6926413,22Dobrotă D. Adhesion degradation of rubber and steel insert for conveyor belts. J Adhes Sci Technol 2013;27:125–35. https://doi.org/10.1080/01694243.2012.701511]. Similarly, the inter-ply rubber in textile belts becomes less resistant to shear forces within the splice [33Bajda M, Hardygóra M. Analysis of Reasons for Reduced Strength of Multiply Conveyor Belt Splices. Energies (Basel) 2021;14:1512. https://doi.org/10.3390/en14051512]. Therefore, the belt core should not be exposed to prolonged re-heating of the ply rubber, as it may lead to the breaking of sulfur bonds (i.e., devulcanization) and the formation of new ones [44de Sousa F, Scaracchio C, Hu G-H, Hoppe S. Devulcanization of waste tile rubber by microwaves. 32nd International Conference of the Polymer Processing Society (PPS-32), Lyon: 2016. https://doi.org/10.1016/j.polymdegradstab.2017.03.008]. In steel-cord (St) belts, uncured rubber strips are inserted between cleaned cords and should be vulcanized under conditions similar to the cover layers – or even slightly longer – since studies show this improves rubber-to-cord adhesion [55Chou C-S, Liu C-L, Chuang W-C. Optimum conditions for vulcanizing a fabric conveyor belt with better adhesive strength and less abrasion. Mater Des 2013;44:172–8. https://doi.org/10.1016/j.matdes.2012.07.029].
Conversely, the cover rubber should be vulcanized for a slightly shorter time than the core to ensure the desired abrasion resistance, resulting from proper cross-linking and curing [55Chou C-S, Liu C-L, Chuang W-C. Optimum conditions for vulcanizing a fabric conveyor belt with better adhesive strength and less abrasion. Mater Des 2013;44:172–8. https://doi.org/10.1016/j.matdes.2012.07.029]. The vulcanization time must be adequate to provide a strong bond between the old core and the new covers and ensure high tensile strength of the entire splice. Natural temperature non–uniformity across the vertical cross-section of the splice – due to low thermal conductivity of rubber – makes it challenging to meet the opposing temperature and time requirements for vulcanizing different layers.
Currently available diagnostic systems (e.g., magnetic or X-ray) can evaluate cord alignment and splice geometry [66Błażej R, Jurdziak L, Kirjanów-Błażej A, Kostrzewa P, Rzeszowska A. Dimensioning of Splices Using the Magnetic System. IgMin Research 2024;2:469–72. https://doi.org/10.61927/igmin204,77Jurdziak L, Błażej R, Rzeszowska A. Non-Destructive Diagnostics in the Assessment of Splice Geometry in Steel Cord Conveyor Belts. Applied Sciences 2025;15:5034. https://doi.org/10.3390/app15095034], but they cannot assess whether the vulcanization process was carried out properly. This aspect has a significant impact on the mechanical properties and long-term reliability of the belt splice. To maximize the service life of belt splices, the entire splicing process must be conducted with utmost care – from thorough preparation according to industry standards and belt manufacturer guidelines to correct execution of vulcanization. Even the most carefully prepared splice will not meet requirements if the vulcanizing press is not operating correctly – something the operator may not be able to fully verify.
Despite the critical role of uniform heating, the thermal performance of vulcanizing press plates remains insufficiently studied, especially under real industrial conditions. This study aims to evaluate the thermal uniformity of vulcanizing press plates using infrared thermography to identify potential sources of splice failure. Advanced thermal methods can complement traditional splice evaluation systems by revealing hidden curing issues.
Recognizing the need for diagnostics of vulcanizing presses, preliminary studies were conducted at Wrocław University of Science and Technology to evaluate the temperature distribution across the heating plates of a vulcanizing press using a thermal imaging camera. Infrared thermography has proven to be a reliable non-contact method for industrial temperature diagnostics and failure prevention [88Usamentiaga R, Venegas P, Guerediaga J, Vega L, Molleda J, Bulnes FG. Infrared thermography for temperature measurement and non-destructive testing. Sensors (Basel). 2014 Jul 10;14(7):12305-48. doi: 10.3390/s140712305. PMID: 25014096; PMCID: PMC4168422. https://doi.org/10.3390/s140712305].
To assess the thermal uniformity of heating plates in vulcanizing presses, a FLIR T640 thermal imaging camera was used; the device features a detector resolution of 640 × 480 pixels, a thermal sensitivity of < 0.04 °C, a spectral range of 7.5 µm - 13 µm, and a measurement accuracy of ±2 °C or ±2%. The camera allows manual adjustment of key parameters, including emissivity, object distance, reflected temperature, and relative humidity. Accurate thermal readings depend on proper calibration and environmental compensation, especially regarding surface emissivity and reflected temperature [99Bagavathiappan S, Lahiri BB, Saravanan T, Philip J, Jayakumar T. Infrared thermography for condition monitoring – A review. Infrared Phys Technol 2013;60:35–55. https://doi.org/10.1016/j.infrared.2013.03.006].
To standardize surface conditions for accurate temperature measurement, a thin layer (0.1 mm) of material with high thermal conductivity and a uniform emissivity coefficient was applied to several areas of the plate surface. These reference zones were used as predefined measurement points for evaluating temperature distribution.
Measurements were conducted in controlled indoor environments. Efforts were made to minimize external radiation sources (e.g., sunlight, reflections), and the ambient temperature was stabilized prior to testing. The reflected apparent temperature was measured and input into the camera settings, along with the distance from the camera to the plate surface and humidity.
The data collected by the thermal camera were exported using the manufacturer’s software into CSV files containing pixel-wise temperature values of the thermal image. Further data processing and analysis were performed programmatically using the Python programming language and the pandas, numpy, matplotlib, and OpenCV (cv2) libraries. This included data transformation, thermal visualization, and statistical analysis (e.g., mean temperatures and standard deviations for defined regions).
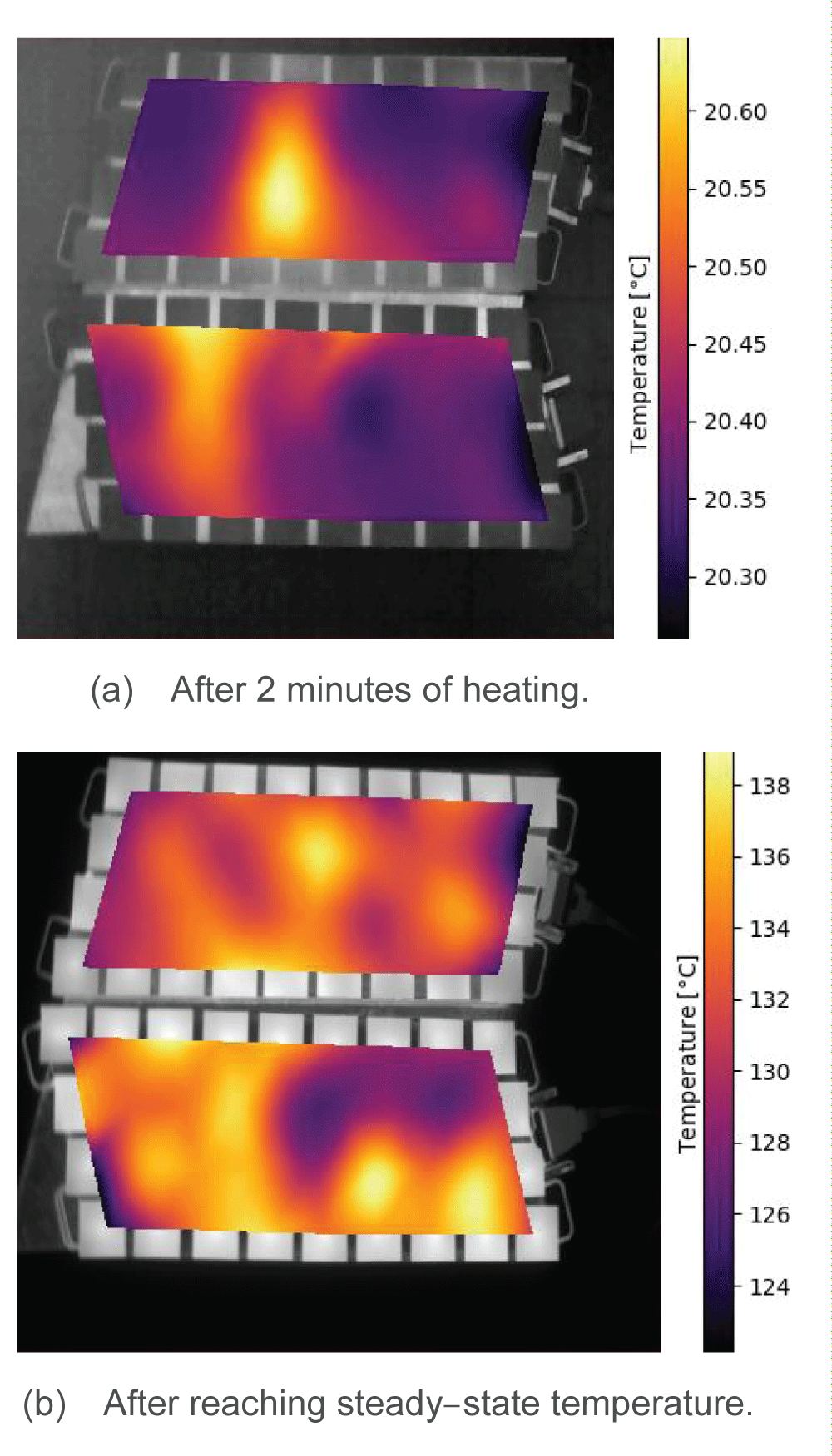
The obtained thermal maps revealed that the heating and temperature maintenance processes lacked uniformity. Figure 2 illustrates the temperature distribution on the plate surface.
Figure 2: Example of thermal visualization of heating plate surfaces at the start of heating and approximately 50 minutes later.
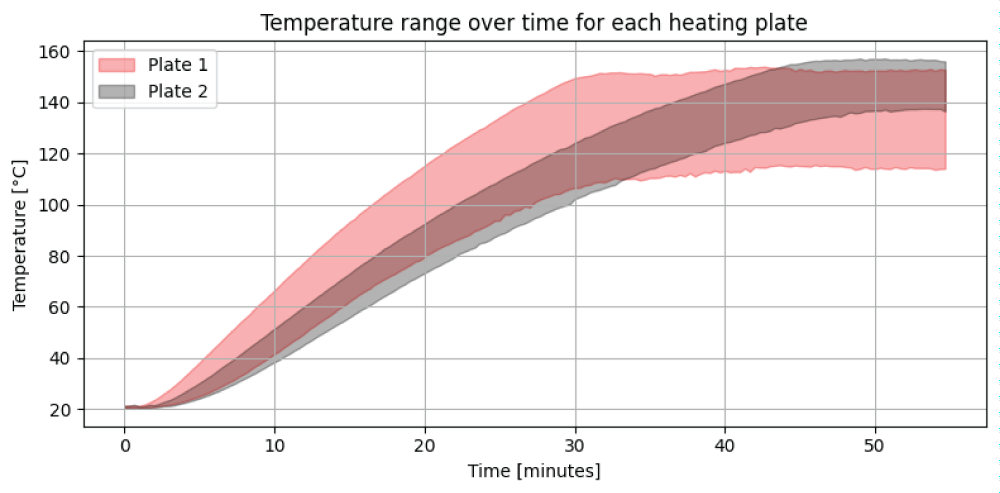
The tests confirmed that the two plates heated at different rates. A comparison of their heating rates is shown in Figure 3. Red areas represent Plate 1 temperatures, while gray areas represent Plate 2.
Figure 3: Comparison of heating rates for the plates.
Even though the plates were manufactured by the same producer, they differed in both heating speed (time to reach target temperature) and final steady-state temperature. These findings underscore the need for diagnostics to ensure the proper performance of vulcanizing equipment – essential for achieving high-quality splices with optimal mechanical properties.
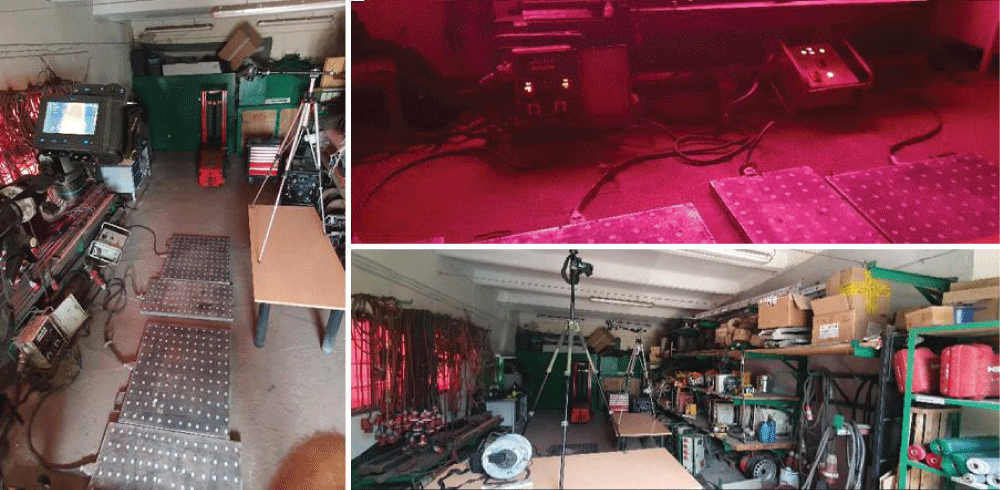
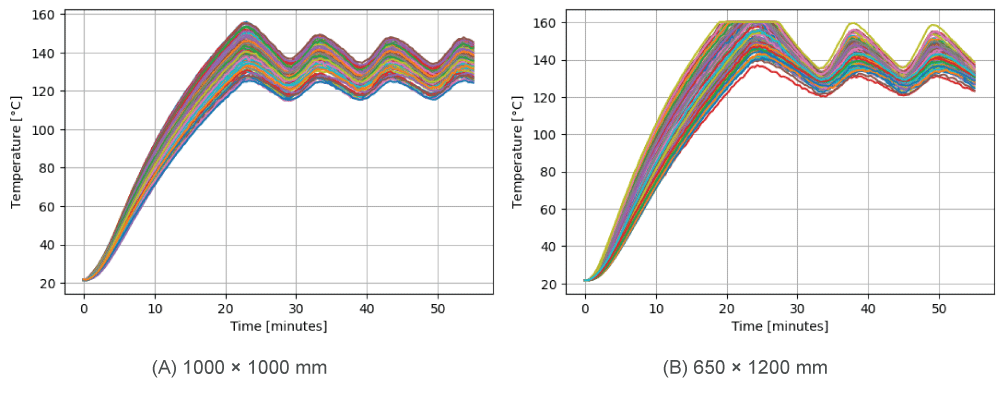
Similar tests were conducted under industrial conditions. Two sets of heating plates were examined, with dimensions of 1000 × 1000 mm and 650 × 1200 mm (Figure 4). The results confirmed the findings from the university lab, revealing temperature variations of up to 40 °C on a single plate (Figure 5). In both industrial cases, the target temperature was set at 145 °C.
Figure 4: Heating plates tested under industrial conditions.
Figure 5: Surface temperatures of heating plates in industrial settings, based on thermal imaging tests.
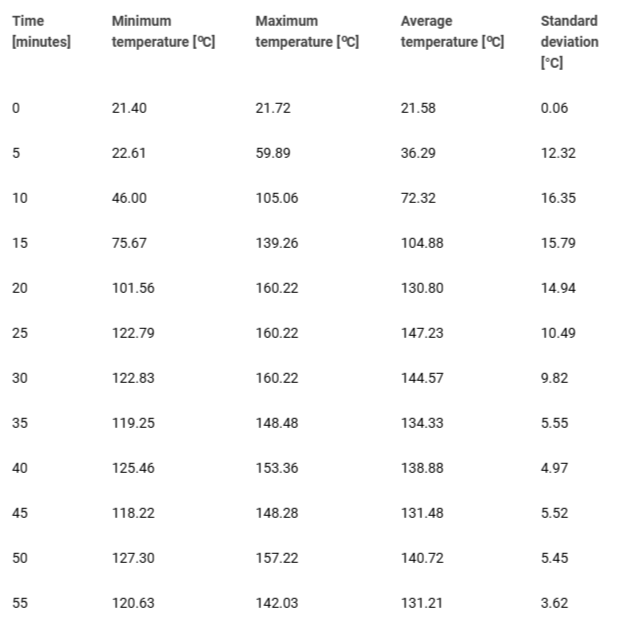
Table 1 presents example results illustrating the temperature variation across the surface of one of the tested heating plates, recorded at 5-minute intervals. These values represent the minimum, maximum, average temperatures, and standard deviation calculated from all measurement points on the plate at each time point. The data clearly demonstrate the dynamic changes in thermal distribution during the heating process and highlight significant non-uniformity at steady-state conditions.
Table 1: Summary of temperature distribution across measurement sections for selected heating plates (mean, standard deviation, minimum and maximum values). All temperatures in degrees Celsius.
The study showed noticeable differences in heating rates across various regions of the plates, as well as different final temperatures at steady state. This means that one side of the spliced conveyor belt may already be undergoing vulcanization while the other is still heating up. As a result, the faster-heating side undergoes vulcanization for up to 50% longer.
Given the significant impact of splice quality on conveyor system reliability, ensuring proper splice execution is crucial. To maximize splice life, every step—preparation, alignment, and vulcanization – must be performed meticulously. However, even perfectly executed joints can fail if the press is malfunctioning – something often beyond the operator’s direct control.
The primary limitation of this study is that the thermal imaging measurements were conducted on uncovered heating plates, without the conveyor belt present between them, as would normally be the case during actual vulcanization. Although consistent across laboratory and industrial tests, this setup may lead to increased heat loss through convection and radiation, as the belt typically serves as a thermal mass and influences heat retention and distribution.
Future work will focus on the development of a dedicated diagnostic device for evaluating the temperature distribution in vulcanizing presses, enabling more accurate, standardized assessments under real operating conditions.
Uniformly achieving the target temperature within the joint and maintaining it for the appropriate duration determines the quality of vulcanization, and consequently, the mechanical strength and longevity of the joint (ideally matching or exceeding the belt’s service life) [1010Shepad N, Street J. Effect of Curing Temperature on Quality of Vulcanized Rubber. Ind Eng Chem 1932;24:574–9.,1111Dobrota D. Research on the homogeneity of temperature in joint’s area by vulcanizing the conveyor belts. Fiabilitate Şi Durabilitate - Fiability & Durability 2016;1:79–83.]. The quality of splices also affects the reputation of service providers. A single failed joint causing conveyor damage and production downtime can significantly damage a company’s reputation and may result in financial liability. Clients increasingly demand performance guarantees, often including Contractual penalties for splice-related failures. Therefore, regular diagnostics of vulcanizing presses should become standard practice.
Li X, Long X, Shen Z, Miao C. Analysis of Strength Factors of Steel Cord Conveyor Belt Splices Based on the FEM. Advances in Materials Science and Engineering 2019;2019:1–9. https://doi.org/10.1155/2019/6926413
Dobrotă D. Adhesion degradation of rubber and steel insert for conveyor belts. J Adhes Sci Technol 2013;27:125–35. https://doi.org/10.1080/01694243.2012.701511
Bajda M, Hardygóra M. Analysis of Reasons for Reduced Strength of Multiply Conveyor Belt Splices. Energies (Basel) 2021;14:1512. https://doi.org/10.3390/en14051512
de Sousa F, Scaracchio C, Hu G-H, Hoppe S. Devulcanization of waste tile rubber by microwaves. 32nd International Conference of the Polymer Processing Society (PPS-32), Lyon: 2016. https://doi.org/10.1016/j.polymdegradstab.2017.03.008
Chou C-S, Liu C-L, Chuang W-C. Optimum conditions for vulcanizing a fabric conveyor belt with better adhesive strength and less abrasion. Mater Des 2013;44:172–8. https://doi.org/10.1016/j.matdes.2012.07.029
Błażej R, Jurdziak L, Kirjanów-Błażej A, Kostrzewa P, Rzeszowska A. Dimensioning of Splices Using the Magnetic System. IgMin Research 2024;2:469–72. https://doi.org/10.61927/igmin204
Jurdziak L, Błażej R, Rzeszowska A. Non-Destructive Diagnostics in the Assessment of Splice Geometry in Steel Cord Conveyor Belts. Applied Sciences 2025;15:5034. https://doi.org/10.3390/app15095034
Bagavathiappan S, Lahiri BB, Saravanan T, Philip J, Jayakumar T. Infrared thermography for condition monitoring – A review. Infrared Phys Technol 2013;60:35–55. https://doi.org/10.1016/j.infrared.2013.03.006
Shepad N, Street J. Effect of Curing Temperature on Quality of Vulcanized Rubber. Ind Eng Chem 1932;24:574–9.
Dobrota D. Research on the homogeneity of temperature in joint’s area by vulcanizing the conveyor belts. Fiabilitate Şi Durabilitate - Fiability & Durability 2016;1:79–83.
Rzeszowska A, Błażej R, Jurdziak L. Assessment of Thermal Uniformity of Heating Plates Using a Thermal Imaging Camera. IgMin Res. May 26, 2025; 3(5): 235-238. IgMin ID: igmin304; DOI:10.61927/igmin304; Available at: igmin.link/p304
Faculty of Geoengineering, Mining and Geology, Wroclaw University of Science and Technology, Na Grobli 15 St., 50-421 Wrocław, Poland
Address Correspondence: Leszek Jurdziak, Faculty of Geoengineering, Mining and Geology, Wroclaw University of Science and Technology, Na Grobli 15 St., 50-421 Wrocław, Poland, Email: [email protected]
How to cite this article: Rzeszowska A, Błażej R, Jurdziak L. Assessment of Thermal Uniformity of Heating Plates Using a Thermal Imaging Camera. IgMin Res. May 26, 2025; 3(5): 235-238. IgMin ID: igmin304; DOI:10.61927/igmin304; Available at: igmin.link/p304
Figure 1: Schematic of belt placement in the vulcanizing pre...
Figure 2: Example of thermal visualization of heating plate ...
Figure 3: Comparison of heating rates for the plates....
Figure 4: Heating plates tested under industrial conditions....
Figure 5: Surface temperatures of heating plates in industri...
Table 1: Summary of temperature distribution across measure...
Li X, Long X, Shen Z, Miao C. Analysis of Strength Factors of Steel Cord Conveyor Belt Splices Based on the FEM. Advances in Materials Science and Engineering 2019;2019:1–9. https://doi.org/10.1155/2019/6926413
Dobrotă D. Adhesion degradation of rubber and steel insert for conveyor belts. J Adhes Sci Technol 2013;27:125–35. https://doi.org/10.1080/01694243.2012.701511
Bajda M, Hardygóra M. Analysis of Reasons for Reduced Strength of Multiply Conveyor Belt Splices. Energies (Basel) 2021;14:1512. https://doi.org/10.3390/en14051512
de Sousa F, Scaracchio C, Hu G-H, Hoppe S. Devulcanization of waste tile rubber by microwaves. 32nd International Conference of the Polymer Processing Society (PPS-32), Lyon: 2016. https://doi.org/10.1016/j.polymdegradstab.2017.03.008
Chou C-S, Liu C-L, Chuang W-C. Optimum conditions for vulcanizing a fabric conveyor belt with better adhesive strength and less abrasion. Mater Des 2013;44:172–8. https://doi.org/10.1016/j.matdes.2012.07.029
Błażej R, Jurdziak L, Kirjanów-Błażej A, Kostrzewa P, Rzeszowska A. Dimensioning of Splices Using the Magnetic System. IgMin Research 2024;2:469–72. https://doi.org/10.61927/igmin204
Jurdziak L, Błażej R, Rzeszowska A. Non-Destructive Diagnostics in the Assessment of Splice Geometry in Steel Cord Conveyor Belts. Applied Sciences 2025;15:5034. https://doi.org/10.3390/app15095034
Bagavathiappan S, Lahiri BB, Saravanan T, Philip J, Jayakumar T. Infrared thermography for condition monitoring – A review. Infrared Phys Technol 2013;60:35–55. https://doi.org/10.1016/j.infrared.2013.03.006
Shepad N, Street J. Effect of Curing Temperature on Quality of Vulcanized Rubber. Ind Eng Chem 1932;24:574–9.
Dobrota D. Research on the homogeneity of temperature in joint’s area by vulcanizing the conveyor belts. Fiabilitate Şi Durabilitate - Fiability & Durability 2016;1:79–83.



 Scan and get link
Scan and get link